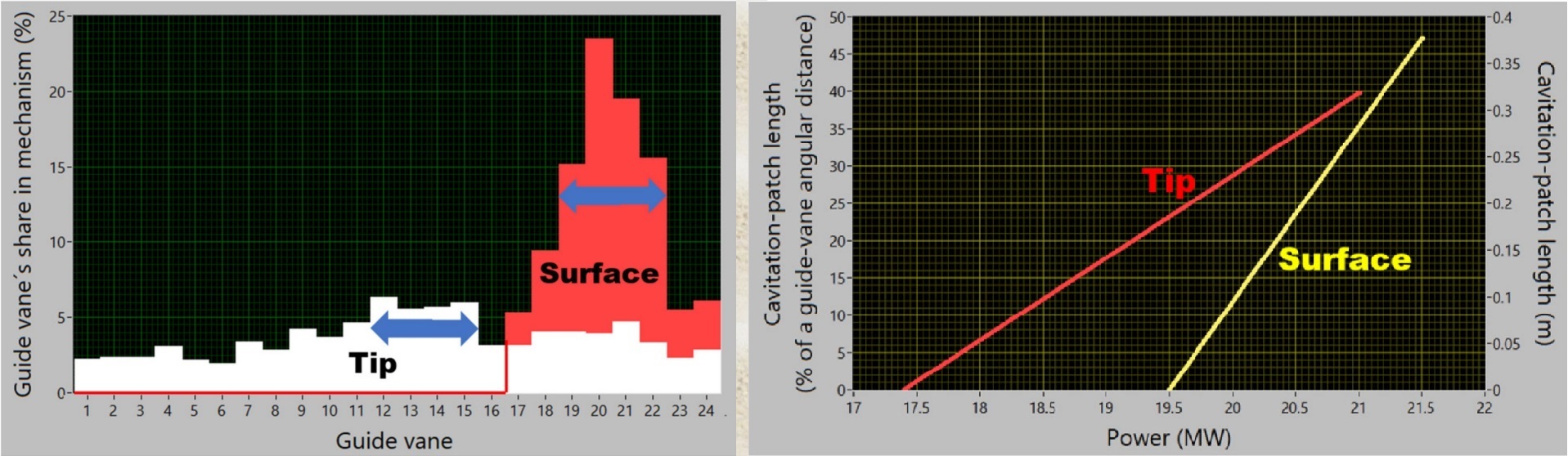
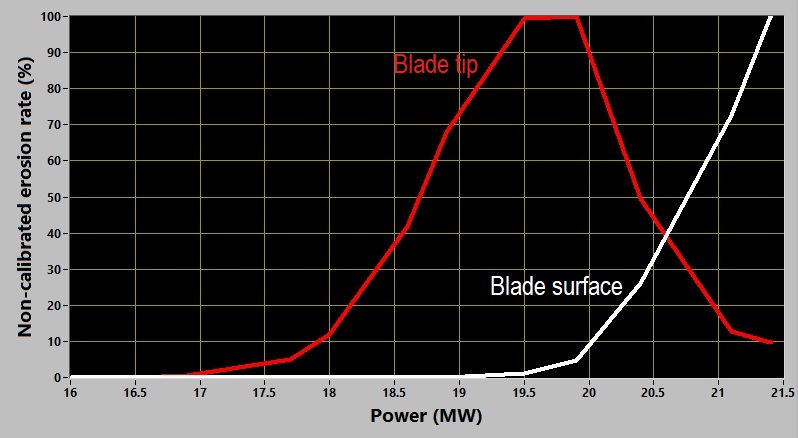
Depending on which type of cavitation is considered less acceptable, an operation point which suppresses it can be selected. This is illustrated in the graph below. In it, the percentage of the possible metal loss is shown for the case that the power is set at a specified value or above it - for the blade-tip cavitation, and at a specified value or lower than it - for the blade-surface cavitation.
Setting the power at 19.8 MW eliminates blade-surface cavitation and reduces the metal loss due to the blade-tip cavitation to half of its full possible amount; setting the power at 21.1 MW does the opposite: it eliminates blade-tip cavitation and reduces blade-surface erosion by half. A kind of optimum is reached by operating the turbine at 20.4 MW. Then, both types of erosion are reduced below 20 % of their values which would result if the turbine was driven equally often at power values between 18 and 21.5 MW.
To minimise the total metal loss in a plant with two or more turbines, the test should be done on all turbines, and, at time intervals in which the full plant power is not required, the load should be distributed over the turbines appropriately.
•
Optimisation of turbine maintenance - To transform the test results into fully quantitative data on erosion, an additional turbine-specific calibration of the erosion-rate data is needed. It can be accomplished by monitoring the cavitation intensities as in
(3) or by the respective assessments of the cavitation erosion rate during the time between two checks of metal losses in subsequent overhauls. This delivers a constant of proportionality in the erosion/load rule which makes an erosion prediction possible based on a planned operation schedule and thus enables turbine-maintenance optimisation. Here is the logic:
Having, according to
(3), the mean global cavitation intensity at the operation O, I(O), or its segments related the groups of cavitation mechanisms, and denoting by
t
n the total time the turbine spends at the operation point O
n - the data which can be derived from those in a common operation log - one calculates:
[Constant of proportionality C] = [Metal loss found in the calibration time interval T
calibration] ×
{∑
n t
n [I(O
n)]
k}-1, where ∑
n t
n = T
calibration
and thus
[Metal loss expected in the past or future time interval T
operation with a given set of t
n and O
n]
= C
{∑
n t
n [I(O
n)]
k}, ∑
n t
n = T
operation.
This is a simple tool for the analysis or prediction of the operation variants with respect to cavitation erosion. It uses data from an introductory cavitation test and the data on operation and thus does not require permanent cavitation monitoring.
Clearly, if the operation - past, future or combined - follows the same programme as in calibration, thus if the t
n and O
n are identical, the forecasts are simple:
[Metal loss expected in T
operation] = [Metal loss found in T
calibration] × T
operation / T
calibration.
• Turbine improvement - The other test results illustrated above, in addition to (3), deliver details of the cavitation mechanisms and can be used to improve turbine cavitation quality. Concerning this task, these diagnostic results are the final point that can be reached by vibro-acoustical means. To define the modifications that might result in an improvement of the turbine cavitation characteristics, model tests or a CFD analysis are necessary. The on-site vibro-acoustical test can then be used to check the result. Due to the scale effects in the model-to-prototype transformation of the cavitation results and inaccuracy in machining, the results found on the prototype may differ from the model predictions and can be considered more reliable.
 Korto Cavitation Services
Korto Cavitation Services